English
Deutsch
Privately built, road legal successor of the historic Ford P68 F3L
Deutsch
Herstellung
Ausgewählte Fotos aus der Herstellungsgeschichte des GTP-13
Einrichten einer Rohform in der 5-Achs Formenbaufräsmaschine
Dieselbe Form erhält nach mehrstündiger Fräsbearbeitung ihre Formoberfläche
Das im Wabensandwichbau gelegte Fahrzeugmittelteil auf seiner Form während dem Vakuumpressen
Das im Wabensandwichbau gelegte Instrumentenpanel vor dem Legen der inneren Decklage. Die Aramidwaben sind in brauner Färbung zu erkennen.
Prüfung der Passgenauigkeit der aramidwabenverstärkten Karosserieteile
Aluminium-Kabinenrückwand fertiggenietet zur Aufnahme im Monocoque
Heckspant nach dem Schweißen und Flammrichten, bereit für die Lackierung und Wachsversiegelung
Prüfung der Passgenauigkeit des Karosserie-Mittelteils und des Instrumentenpanels auf dem Monocoque
Das Monocoque wiegt nur 91kg, besitzt aber trotzdem hohe Torsionssteifigkeit (12kNm/°)
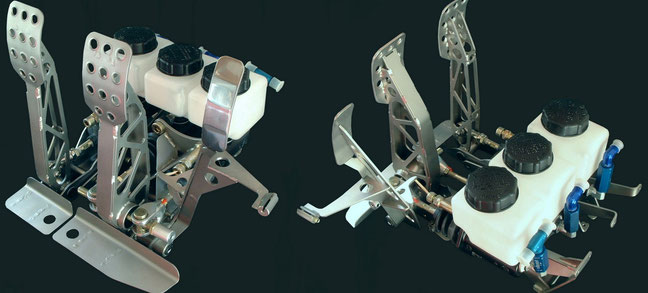
Die fertiggestellte, mehrfach verstellbare Pedalerie
Fertiggeschweißter Abklingöltank (links: gegenwärtige Konstruktion, rechts: veraltete Konstruktion)
Ausspindeln der Lagersitze an den hinteren Radträgern
Roh-Drückteile der vorderen und hinteren Dünnblech-Leichtbaufelgen
Eine hintere Dünnblech-Leichtbaufelge nach dem Schweißen und der Farbdiffusions-Rissprüfung
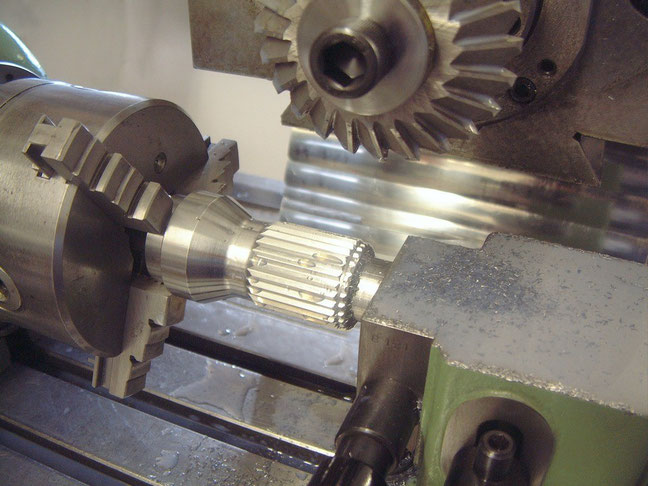
Herstellen der Verzahnung an den Stummeln der hohlen Antriebswellen
Die fertiggestellten, hohlen Antriebswellen vor der Wärmebehandlung und dem Lackieren
Einige der vielen hergestellten Passbolzen, Scheiben und Muttern der Radaufhängung vor dem Galvanisieren
Rohrsegmente bereit zur Herstellung der Radaufhängungs-Lenker
Zerspante Stücke bereit zur Herstellung der Radaufhängungs-Lenker
Geschweißte Radaufhängungs-Lenker vor der Wärmebehandlung und dem Lackieren
Fräsbearbeitung an einem Schieberdrosselgehäuse (dient der Motorsteuerung)
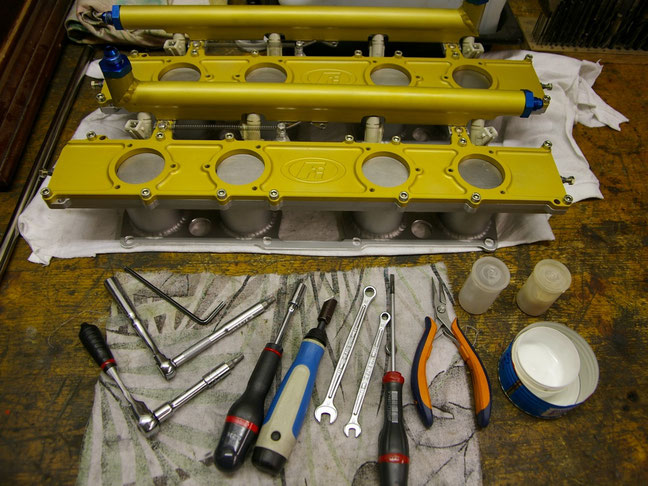
Fertiggefräste, assemblierte und voreingestellte Schieberdrosselanlagen (2te Generation)
Vorbereitete Einzelteile für ein Abgasrohrbündel
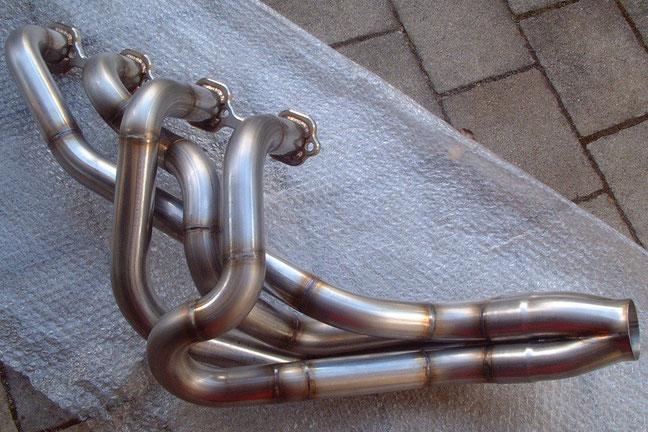
Ein beinahe fertiggestelltes Abgasrohrbündel
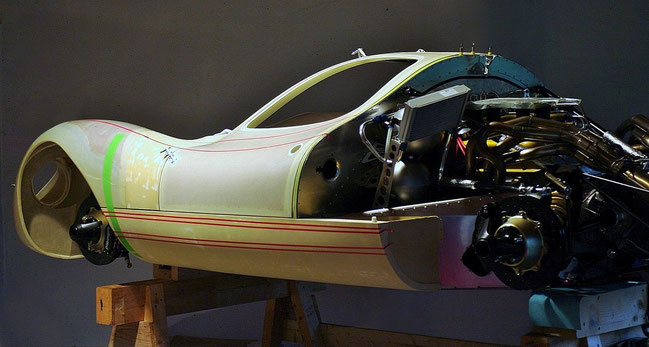
Arbeitsvorbereitung für die Lackierung mit Entwerfen der Streifenkonturen
Die Fahrzeugzelle vorbereitet für den Auftrag der ersten Schicht Basislack
Die Fahrzeugzelle nach dem Klarlackieren, Front und Heck im Hintergrund warten auf den roten Basislack
Der letzte Heizzyklus