English
Deutsch
Privately built, road legal successor of the historic Ford P68 F3L
English
Manufacture
Selected photos from the manufacturing-process of the GTP-13
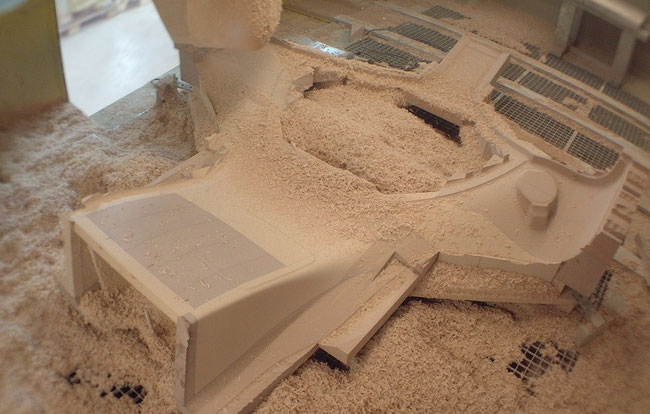
Setting up of one raw mold for machining
The same mold after several hours of machining
The honeycomb reinforced body-centerpiece during vacuum forming
The honeycomb reinforced instrument panel ready to be fitted with it’s inner layer
The first raw-assembly of the kevlar-honeycomb reinforced body
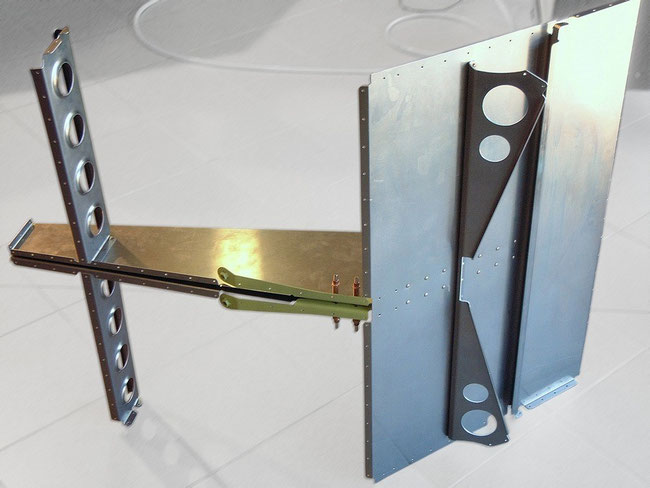
Aluminium sheet metal assy ready to be fitted to the monocoque
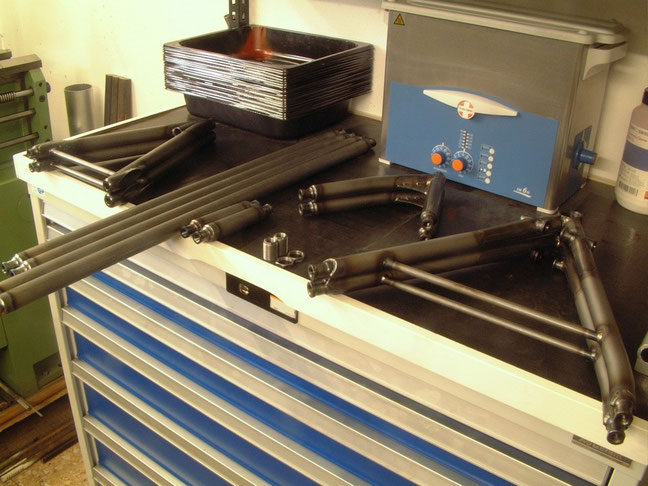
Rear bulkhead after welding and flame straightening, ready for painting and waxing
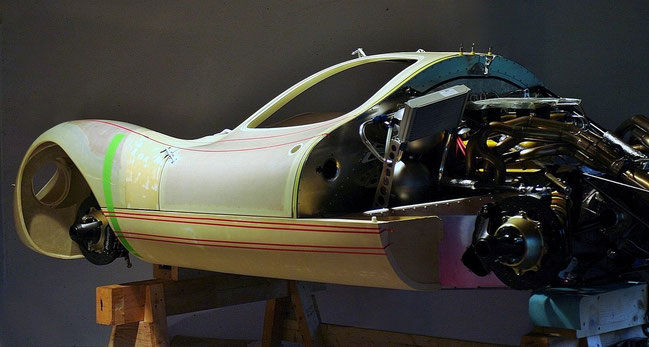
Fitment check of the body centerpiece and instrument panel on the monocoque
The monocoque weighs as little as 91kg but has significant torsional stiffness (12kNm/°)
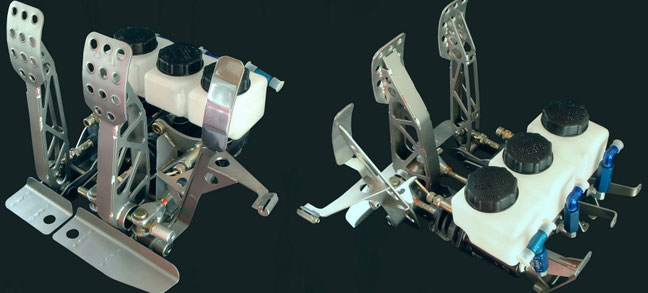
The completed, fully adjustable pedal box
Finish welded deaerating oil tank (left: current design, right: outdated design)
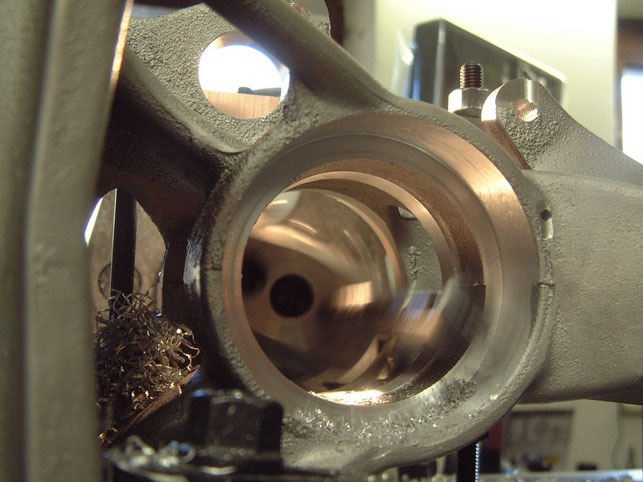
Boring the bearing seats of rear wheel carriers
Raw spun segments of forward and rear thin-sheet lightweight design wheels
One rear thin-sheet lightweight design wheel after welding and dye-penetrant testing
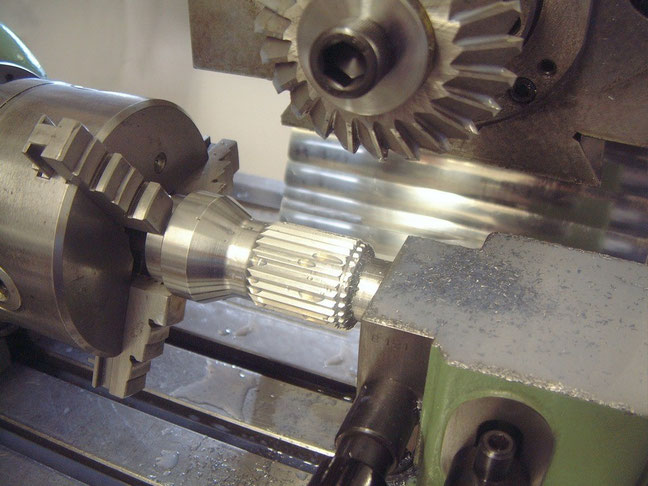
Machining splined ends of hollow driveshafts
The finished hollow drive shafts prior to heat treatment and painting
Some of the many machined tight tolerance bolts, washers and nuts of the suspension prior to galvanizing
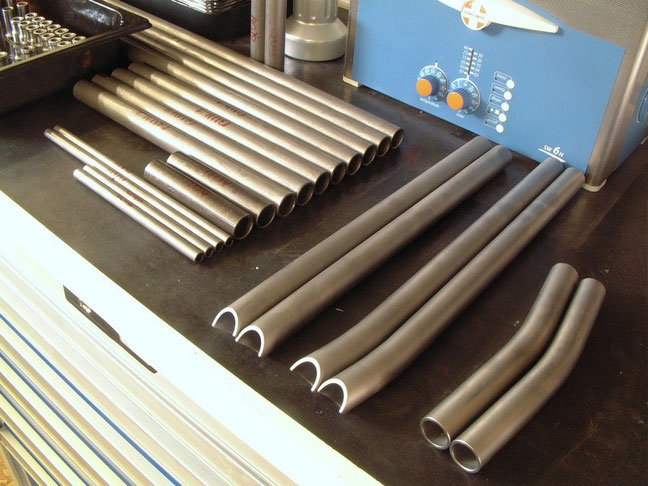
Tubing prepared for fabrication of suspension arms
Machined bits prepared for fabrication of suspension arms
Welded suspension arms prior to heat treatment and painting
Machining the housings of the engine's custom slide throttles
Finish machined and ready-to-install slide throttle assemblies (2nd generation)
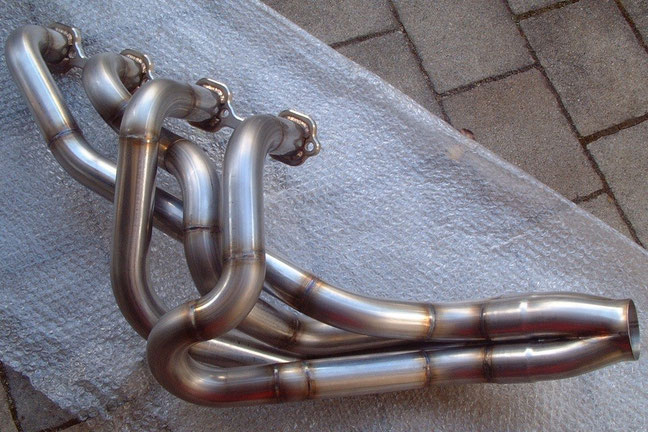
Prepared bits for one exhaust manifold
One quite finished exhaust manifold
Discussing stripe design prior to painting
The car ready to receive the first paint base coat
Finish-painted car with front and tail waiting for their red coat in the background
The final heating cycle